

 Special Features & Benefits
Fugitive Emissions - Complies to ISO 15848-1: 2006 Class AH leakage
SIL3 Safety Integrity Level for Automated Valves
The bellows lifecycle is designed as per MSS SP-117
Metal bellows seal the moving stem and increase durability of packed stem seal valves
Bellow provide a barrier between the stem at its point of entry through the pressure boundary and the process fluid within the valve, to eliminate stem leakage
An anti-rotation device is provided in the bonnet to ensure bellow does not get twisted during assembly and disassembly or by vibration
Bellow-sealed valves are usually leak tested using a mass spectrometer to detect leakage rates below 1x10E-06 std.cc/sec.
Bellow-sealed bonnets are backed up with a standard stem packing set and a leakage monitoring port between the bellows and the packing in order to prevent catastrophic release of hazardous fluid in the event of a bellows leak.
Special Features & Benefits
Fugitive Emissions - Complies to ISO 15848-1: 2006 Class AH leakage
SIL3 Safety Integrity Level for Automated Valves
The bellows lifecycle is designed as per MSS SP-117
Metal bellows seal the moving stem and increase durability of packed stem seal valves
Bellow provide a barrier between the stem at its point of entry through the pressure boundary and the process fluid within the valve, to eliminate stem leakage
An anti-rotation device is provided in the bonnet to ensure bellow does not get twisted during assembly and disassembly or by vibration
Bellow-sealed valves are usually leak tested using a mass spectrometer to detect leakage rates below 1x10E-06 std.cc/sec.
Bellow-sealed bonnets are backed up with a standard stem packing set and a leakage monitoring port between the bellows and the packing in order to prevent catastrophic release of hazardous fluid in the event of a bellows leak. -

 Special Features & Benefits
Fugitive Emissions - Complies to ISO 15848-1: 2006 Class AH leakage
SIL3 Safety Integrity Level for Automated Valves
The bellows lifecycle is designed as per MSS SP-117
Metal bellows seal the moving stem and increase durability of packed stem seal valves
Bellow provide a barrier between the stem at its point of entry through the pressure boundary and the process fluid within the valve, to eliminate stem leakage
An anti-rotation device is provided in the bonnet to ensure bellow does not get twisted during assembly and disassembly or by vibration
Bellow-sealed valves are usually leak tested using a mass spectrometer to detect leakage rates below 1x10E-06 std.cc/sec.
Bellow-sealed bonnets are backed up with a standard stem packing set and a leakage monitoring port between the bellows and the packing in order to prevent catastrophic release of hazardous fluid in the event of a bellows leak.
Special Features & Benefits
Fugitive Emissions - Complies to ISO 15848-1: 2006 Class AH leakage
SIL3 Safety Integrity Level for Automated Valves
The bellows lifecycle is designed as per MSS SP-117
Metal bellows seal the moving stem and increase durability of packed stem seal valves
Bellow provide a barrier between the stem at its point of entry through the pressure boundary and the process fluid within the valve, to eliminate stem leakage
An anti-rotation device is provided in the bonnet to ensure bellow does not get twisted during assembly and disassembly or by vibration
Bellow-sealed valves are usually leak tested using a mass spectrometer to detect leakage rates below 1x10E-06 std.cc/sec.
Bellow-sealed bonnets are backed up with a standard stem packing set and a leakage monitoring port between the bellows and the packing in order to prevent catastrophic release of hazardous fluid in the event of a bellows leak. -
 Special Features & Benefits Pressure-seal Check Valve conforms to ASME B 16.34. CE Marking - Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H Atex - Meets requirements of Atex Directive 94/9/EC (ATEX), category 2 non-electrical equipment Safety Integrity Level for Automated Valves - SIL 3 certification available Valves in intermediate reduce cost of ownership Pressure-Seal mechanism utilizes line pressure to enhance seal; ensures sealing integrity at higher operating pressures. Higher hardfacing thickness (3 mm) to ensure consistent hot hardness Customised deposition process in F91/ C12A valves to avoid delamination of hardfaced surfaces Live loading of bonnet bolts for F91/ C12A valves
Special Features & Benefits Pressure-seal Check Valve conforms to ASME B 16.34. CE Marking - Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H Atex - Meets requirements of Atex Directive 94/9/EC (ATEX), category 2 non-electrical equipment Safety Integrity Level for Automated Valves - SIL 3 certification available Valves in intermediate reduce cost of ownership Pressure-Seal mechanism utilizes line pressure to enhance seal; ensures sealing integrity at higher operating pressures. Higher hardfacing thickness (3 mm) to ensure consistent hot hardness Customised deposition process in F91/ C12A valves to avoid delamination of hardfaced surfaces Live loading of bonnet bolts for F91/ C12A valves -

 Special Features & Benefits Gate Valve design complies to API 600, Edition 13 Offered with API 600 monogram Fugitive Emissions - Complies to API 624 and ISO 15848-1 (<50 ppm / Class AH leakage levels, optional) Gate Valves tested to API 624 at Yarmouth Research Lab, Maine, USA Body gasket leakage <100 ppm observed on eight sizes tested as per API 624 Annexure A Fire Safe - By design and tested to API 607/ ISO 10497 CE Marking - Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H PED Module B1 Design Examination Certificate (certified by DNV) available ATEX - Meets requirements of ATEX Directive 94/9/EC (ATEX), category 2 non-electrical equipment SIL 3 Safety Integrity Level certificatation is available Gate valves successfully tested to Shell Design Validation Test Procedure 77/300 and witnessed by Shell Inspectors Robust stem-wedge design connection successfully tested as per API RP 591 Annex B Hardfaced body guides and wedge slots (sizes >24”) Inconel overlay/ cladded options offered
Special Features & Benefits Gate Valve design complies to API 600, Edition 13 Offered with API 600 monogram Fugitive Emissions - Complies to API 624 and ISO 15848-1 (<50 ppm / Class AH leakage levels, optional) Gate Valves tested to API 624 at Yarmouth Research Lab, Maine, USA Body gasket leakage <100 ppm observed on eight sizes tested as per API 624 Annexure A Fire Safe - By design and tested to API 607/ ISO 10497 CE Marking - Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H PED Module B1 Design Examination Certificate (certified by DNV) available ATEX - Meets requirements of ATEX Directive 94/9/EC (ATEX), category 2 non-electrical equipment SIL 3 Safety Integrity Level certificatation is available Gate valves successfully tested to Shell Design Validation Test Procedure 77/300 and witnessed by Shell Inspectors Robust stem-wedge design connection successfully tested as per API RP 591 Annex B Hardfaced body guides and wedge slots (sizes >24”) Inconel overlay/ cladded options offered -

 Special Features & Benefits Pressure-seal Gate Valve design conforms to ASME B 16.34. The design was successfully validated by conducting in-house High Pressure High Temperature (HPHT) Gas Tests on ultra-high pressure valve prototypes. Flow Interruption Test successfully conducted on 8" Class 600 Pressure-seal Gate Valve suitable for Main Stream Isolation Valve (MSIV) service in nuclear power plants - at Areva, Germany. Fugitive Emission - 14" Class 2500 Pressure-seal Gate Valve (test pressure of 431 bar at ambient and 289 bar at 400 degree C) has been tested successfully as per ISO 15848-1, endurance Class CO2 and Tightness Class BH CE Marking – Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H Atex - Meets requirements of Atex Directive 94/9/EC (ATEX), category 2 non-electrical equipment SIL3 Safety Integrity Level for Automated Valves Pressure-seal Gate Valves (up to Class 2500) used in Oil & Gas industry tested to ISO 15848-1 Class BH Pressure-seal Gate Valves successfully tested to Shell Design Validation Test 77/300 and witnessed by Shell Inspectors Valves in intermediate classes reduce total cost of ownership Pressure-Seal mechanism utilizes line pressure to enhance seal; ensures sealing integrity at higher operating pressures. Higher hardfacing thickness (3 mm) to ensure consistent hot hardness Disc guides hardfaced for longer life Customised deposition process in F91/ C12A valves to avoid delamination of hardfaced surfaces Live loading of bonnet bolts for F91/ C12A valves Special high purity graphite packing (seven rings) provided for pressure rating > Class 2500 in Power applications Live loading of bonnet bolts and gland bolts for all valves in F91/ C12A construction
Special Features & Benefits Pressure-seal Gate Valve design conforms to ASME B 16.34. The design was successfully validated by conducting in-house High Pressure High Temperature (HPHT) Gas Tests on ultra-high pressure valve prototypes. Flow Interruption Test successfully conducted on 8" Class 600 Pressure-seal Gate Valve suitable for Main Stream Isolation Valve (MSIV) service in nuclear power plants - at Areva, Germany. Fugitive Emission - 14" Class 2500 Pressure-seal Gate Valve (test pressure of 431 bar at ambient and 289 bar at 400 degree C) has been tested successfully as per ISO 15848-1, endurance Class CO2 and Tightness Class BH CE Marking – Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H Atex - Meets requirements of Atex Directive 94/9/EC (ATEX), category 2 non-electrical equipment SIL3 Safety Integrity Level for Automated Valves Pressure-seal Gate Valves (up to Class 2500) used in Oil & Gas industry tested to ISO 15848-1 Class BH Pressure-seal Gate Valves successfully tested to Shell Design Validation Test 77/300 and witnessed by Shell Inspectors Valves in intermediate classes reduce total cost of ownership Pressure-Seal mechanism utilizes line pressure to enhance seal; ensures sealing integrity at higher operating pressures. Higher hardfacing thickness (3 mm) to ensure consistent hot hardness Disc guides hardfaced for longer life Customised deposition process in F91/ C12A valves to avoid delamination of hardfaced surfaces Live loading of bonnet bolts for F91/ C12A valves Special high purity graphite packing (seven rings) provided for pressure rating > Class 2500 in Power applications Live loading of bonnet bolts and gland bolts for all valves in F91/ C12A construction -

 Globe Valves
Globe Valves- Pressure-Seal mechanism utilizes line pressure to enhance seal; ensures sealing integrity at higher operating pressures.
- In-situ hardfaced seat design for all sizes
- Higher hardfacing thickness (3 mm) to ensure consistent hot hardness
- Body-guided Disc offered in all sizes/classes to provide disc stability and avoids vibration of the disc-disc nut assembly. Disc guides hardfaced for longer life
-
 Special Features & Benefits Taper Plug Design - Lower operating torque compared to lubricated plug valves Plug Adjustment Option - Enables on-line maintenance Avoids downtime Large PTFE Sleeve - Bubble-tight shutoff No metal-to-metal contact Longer service life Positively-locked Sleeve - Reliable sealing through thermal cycles Wiping action between sleeve and plug - Durability in slurry lines Reverse-lip PFA Diaphragm - Self-adjusting dynamic stem seal provides assured sealing to atmosphere Rugged Body - Long and reliable service life No Cavities - Line Fluid does not get entrapped
Special Features & Benefits Taper Plug Design - Lower operating torque compared to lubricated plug valves Plug Adjustment Option - Enables on-line maintenance Avoids downtime Large PTFE Sleeve - Bubble-tight shutoff No metal-to-metal contact Longer service life Positively-locked Sleeve - Reliable sealing through thermal cycles Wiping action between sleeve and plug - Durability in slurry lines Reverse-lip PFA Diaphragm - Self-adjusting dynamic stem seal provides assured sealing to atmosphere Rugged Body - Long and reliable service life No Cavities - Line Fluid does not get entrapped -
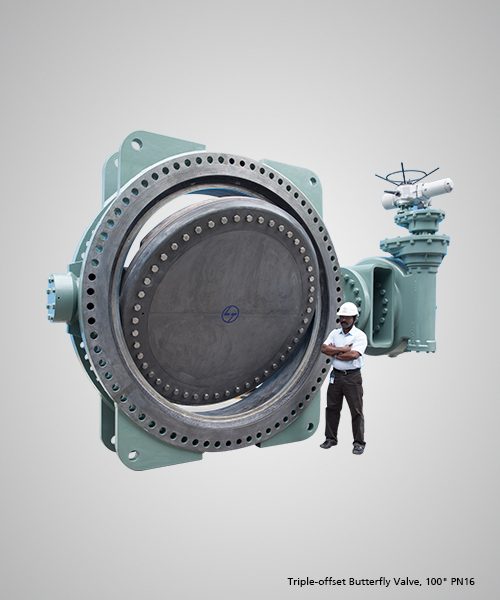
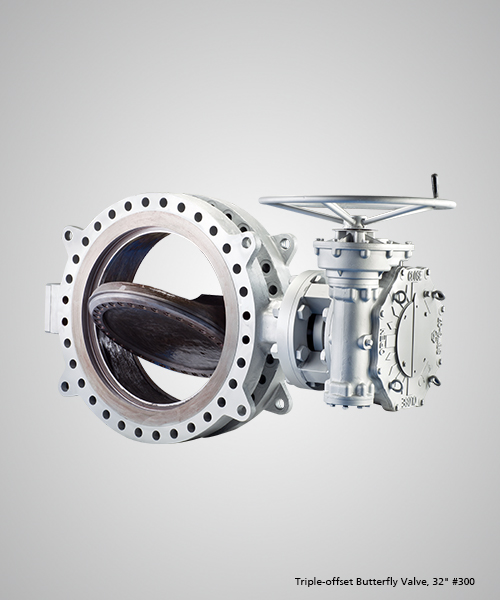 Special Features & Benefits Design complies to API 609 Valves offered with API 609 monogram Wide portfolio of Short-pattern and Long-pattern valves Design Validation Test - 12” Class 150 valve successfully completed 10,000 cycles Fugitive emissions - Complies to ISO 15848-1 Endurance Class CO2 and Tightness class AH Fire safe by design and complies to API 607/ ISO 10497 (preferred and non-preferred direction) API RP 591 test conducted on 12” Class 150 TOBV at Element Lab, USA CE Marking - Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H PED Module B1 Design examination certificate (certified by DNV) available Atex - Meets requirements of Atex Directive 94/9/EC (ATEX), category 2 non-electrical equipment SIL3 Safety Integrity Level to IEC 61508 Triple-offset Geometry minimises seat-seal contact – lower operating torque and cost of ownership Compact and light weight as compared to gate valves of the same size Hard faced in-situ body seat and flexible laminar seal ensure bubble tight sealing Single piece Anti blow out shaft Disc contour ensures mimimum turbulence and pressure drop Retainer bolting complies to ASME Section VIII Div 1 Appendix 2
Special Features & Benefits Design complies to API 609 Valves offered with API 609 monogram Wide portfolio of Short-pattern and Long-pattern valves Design Validation Test - 12” Class 150 valve successfully completed 10,000 cycles Fugitive emissions - Complies to ISO 15848-1 Endurance Class CO2 and Tightness class AH Fire safe by design and complies to API 607/ ISO 10497 (preferred and non-preferred direction) API RP 591 test conducted on 12” Class 150 TOBV at Element Lab, USA CE Marking - Meets requirements of Pressure Equipment Directive 2014/68/EU, Annexure III, Module H PED Module B1 Design examination certificate (certified by DNV) available Atex - Meets requirements of Atex Directive 94/9/EC (ATEX), category 2 non-electrical equipment SIL3 Safety Integrity Level to IEC 61508 Triple-offset Geometry minimises seat-seal contact – lower operating torque and cost of ownership Compact and light weight as compared to gate valves of the same size Hard faced in-situ body seat and flexible laminar seal ensure bubble tight sealing Single piece Anti blow out shaft Disc contour ensures mimimum turbulence and pressure drop Retainer bolting complies to ASME Section VIII Div 1 Appendix 2